56 - Stabile Produktion mit einer automatischen Taupunktregelung
In der Kunststoffverarbeitung wirkt sich die Feuchte des Materials entscheidend auf Prozesssicherheit und Produktqualität aus. Umso wichtiger ist eine definierte Rest- oder Verarbeitungsfeuchte des Granulats, trägt sie doch zu stabilen und wiederholgenauen Produktionsbedingungen bei. Ermittelt und zur Verfügung gestellt werden diese materialspezifischen Werte von den Rohstoffherstellern.
Speziell bei Materialien, die weder zu wenig getrocknet noch übertrocknet sein dürfen und in einem entsprechend engen Prozessfenster zu verarbeiten sind, kann eine automatische Temperatur- und Taupunkt-Nivellierung (ATTN) hilfreich sein. Denn ein Trocknungssystem mit geregeltem Taupunkt kann die Restfeuchte im Material nahezu konstant halten.
Zur Erinnerung sei an dieser Stelle noch einmal an die für das Trocknen von Kunststoffen voneinander abhängigen vier Parameter hingewiesen:
- Trocknungstemperatur,
- Luftmenge,
- Taupunkttemperatur und die
- Trockenzeit.
Generell sind diese Parameter aufeinander abzustimmen, denn jeder beeinflusst den Trocknungsprozess und dessen Ergebnis. In der Praxis wird nun das Ziel verfolgt, eine vom Durchsatz unabhängige, definierte und reproduzierbare Restfeuchte sicherzustellen. Dazu ist es erforderlich, eine geeignete Kombination aus Luftmenge, Taupunkt- und Trocknungstemperatur sowie Trockenzeit zu ermitteln. Grundsätzlich ist solch ein Gleichgewichtszustand bei unterschiedlichen Parameterkombinationen möglich.
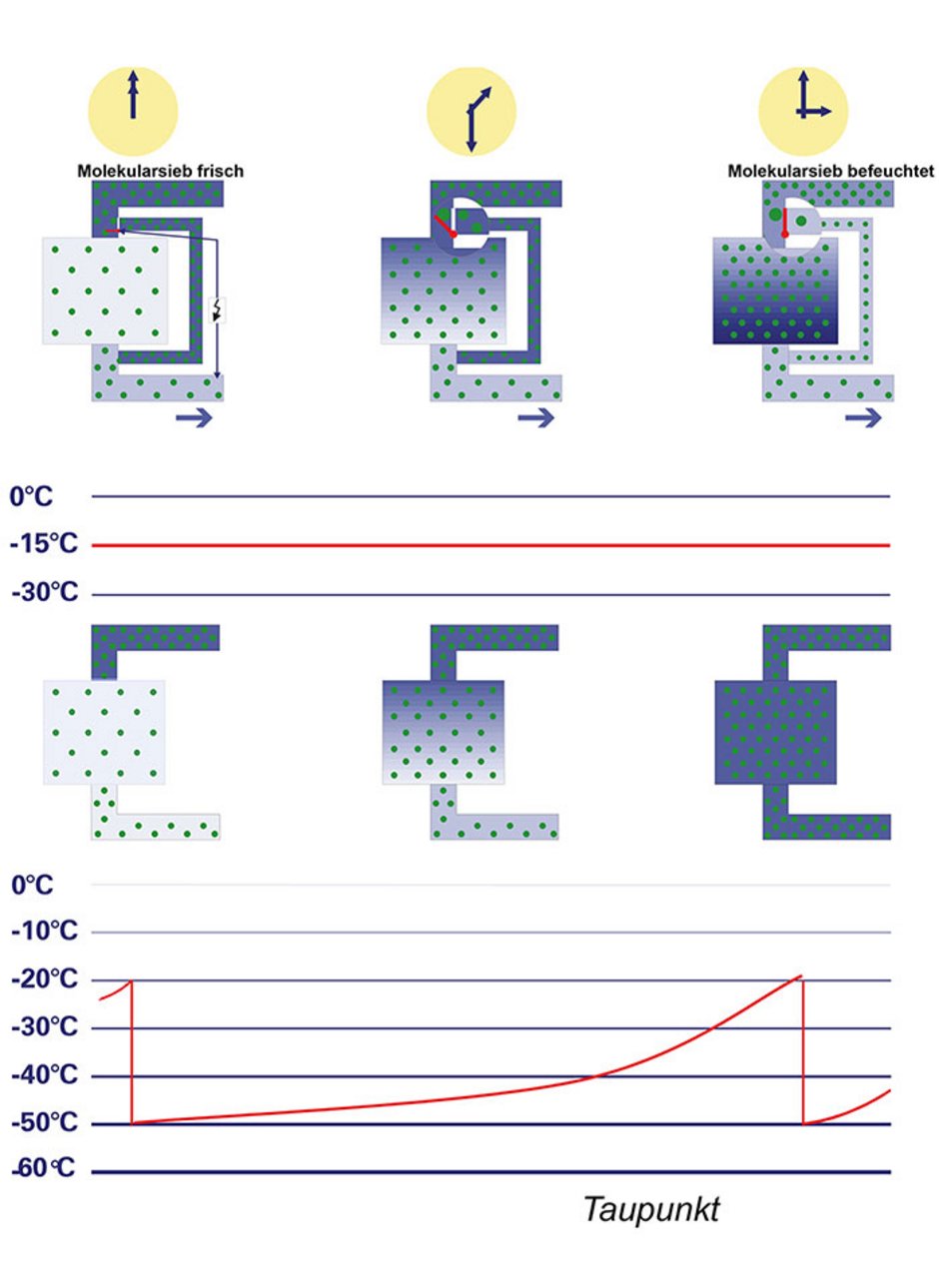
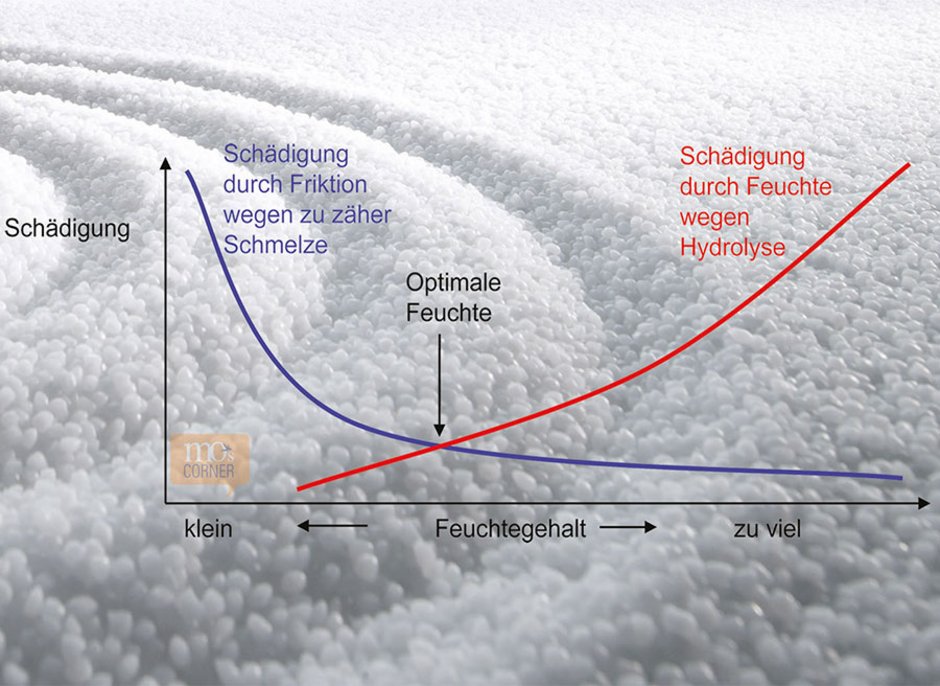
Problematisch wird das Ganze, wenn sich die zulässige Restfeuchte des Materials in einem engen Bereich befindet. Bei gängigen Trocknungsanlagen werden die Trockenmittelpatronen nach Zeit oder bei einer zuvor festgelegten, höchst zulässigen Taupunkttemperatur regeneriert. Das heißt, im besten Fall wird überwacht, dass der Taupunkt seinen höchst zulässigen Wert (z.B. -20 °C) nicht überschreitet. Der tiefste Taupunkt hingegen wird nicht überwacht. Prinzipbedingt liefern frisch regenerierte Trockenpatronen Taupunkttemperaturen von bis zu -50 °C und tiefer. Erst mit zunehmender Sättigung erhöht sich die Taupunkttemperatur wieder.
Wenn die Taupunkttemperatur dann anfangs zu tief ist und zudem nicht konstant auf dem erforderlichem Niveau bleibt, können empfindliche Materialien geschädigt werden.
Hier kommt nun die automatische Temperatur- und Taupunkt-Nivellierung ins Spiel. Sie wurde speziell für Anwendungen entwickelt, bei denen Materialien weder zu wenig getrocknet noch übertrocknet werden dürfen. Dazu wird der Taupunkt der Prozessvorluft auf einen einstellbaren Wert geregelt.
Möglich ist das beispielsweise, indem Prozessrückluft der Trockenluft über ein Regelventil vor der Trockenmittelpatrone zugemischt wird. Es wird dann soviel „feuchte“ Rückluft zugeführt, bis die eingestellte Taupunkttemperatur erreicht. Ist. Die so zur Verfügung stehende Prozessluft hat einen konstanten Taupunkt, der mit einer Genauigkeit von bis zu ± 1 °C geregelt sowie dokumentiert werden kann.
Sie wollen sehen, wie das Trocknen innerhalb eines Trocknungssystems genau funktioniert? Finden Sie mehr dazu auf www.motan.com