34 - Wie lässt sich die Materialverteilung automatisieren?
Neben den in Folge 33 beschriebenen Verteilsystemen mit Materialweichen oder manuell zu bedienenden Kupplungsbahnhöfen lassen sich Materialwechsel auch vollautomatisch durchführen.
Ein wesentlicher Vorteil automatischer Materialverteilsysteme (Kupplungsbahnhöfe) ist ihre Prozesssicherheit. Weil das manuelle Kuppeln der Leitungen entfällt, sind Verwechslungen und damit Materialvermischungen ausgeschlossen. Angesteuert werden die Systeme entweder durch eine integrierte oder durch eine übergeordnete Fördersteuerung.
Auf dem Markt finden sich konstruktiv und verfahrenstechnisch sehr unterschiedliche Konzepte, teils mit flexiblen, teils mit fest verlegten Materialleitungen. So kommen beispielsweise pneumatisch betätigte Schieber zum Einsatz, um flexible Quelle- und Zielleitungen zu verbinden. Ein anderes Konzept ist ein Kupplungsbahnhof mit fest verlegten Rohren, in dem ein automatisches Anschlusssystem die gewünschte Verbindung herstellt.
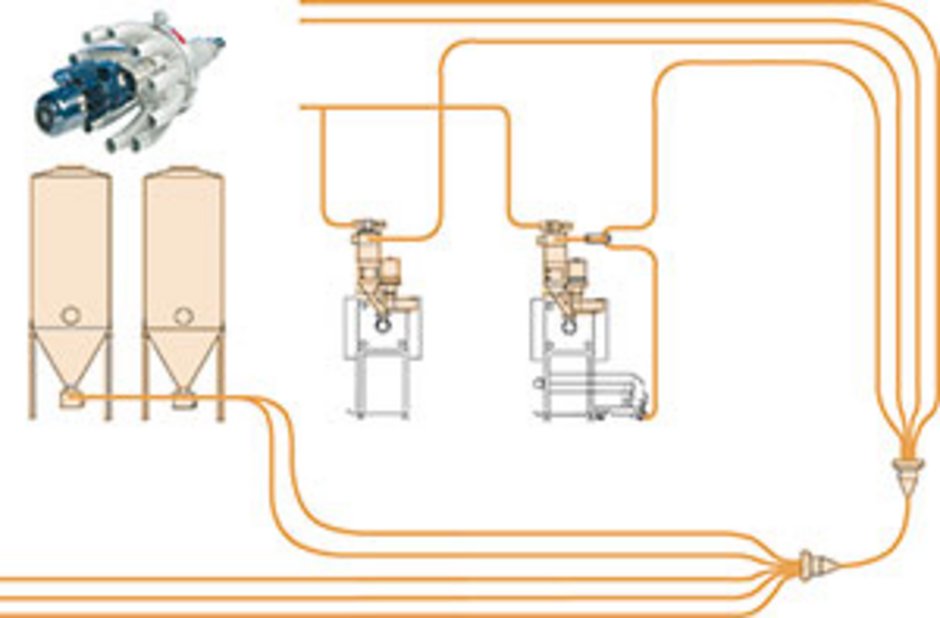
So genannte Drehrohrweichen verfügen in der Basisausführung über einen Ein-/Ausgang sowie mehrere Aus-/Eingänge. Im Inneren dreht sich ein Rotor, der, ausgelöst durch die Steuerung, die jeweilige Verbindung herstellt, während die übrigen Anschlüsse verschlossen sind. Üblicherweise werden mindestens zwei solcher Drehrohrweichen miteinander kombiniert, wodurch sich theoretisch bis zu zehn Maschinen mit bis zu zehn verschiedenen Materialien vollautomatisch versorgen lassen. Mit weiteren nachgeschalteten Drehrohrweichen sind sehr vielfältige Förderlösungen möglich. Diese Drehrohrweichen können sowohl horizontal als auch vertikal installiert werden.
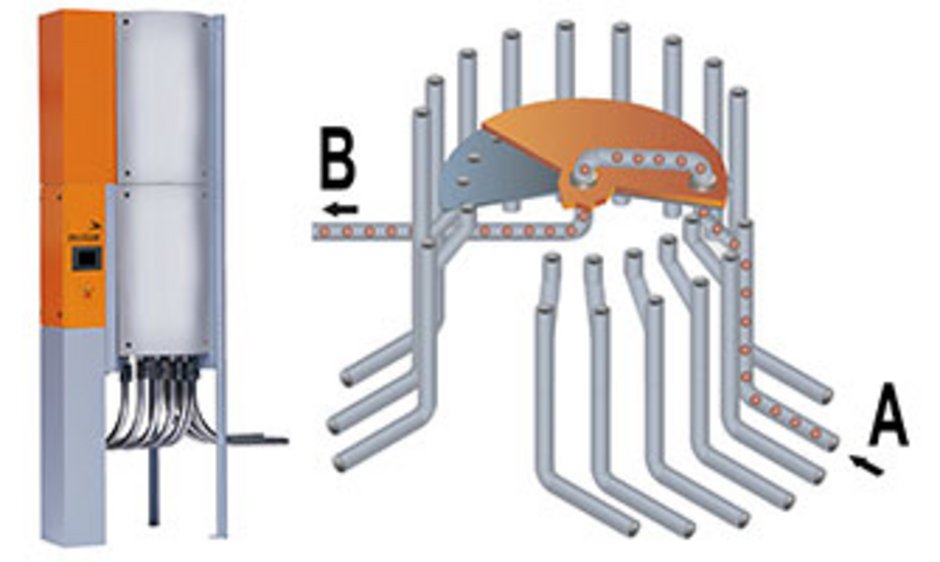
Eine andere Variante ist ein modular aufgebautes, vollautomatisches Materialverteilsystem mit mehreren übereinander angeordneten Wählstationen. Jede Wählstation besteht aus einer Grundplatte und einer darauf angebrachten Drehplatte mit einem Verbindungsrohr. Die Grundplatte ist fest mit definierten Materialleitungen verbunden, während das Verbindungsrohr einer definierten Maschine zugeordnet ist. Um Material zu fördern, veranlasst die Steuerung die Positionierung des Verbindungsrohrs durch die Drehplatte so, dass das gewünschte Material zur Maschine gefördert werden kann. Ist dieser Förderweg einmal festgelegt, bleibt das Verbindungsrohr so lange in dieser Position, bis die Maschine mit einem anderen Material versorgt werden soll. Die Zahl der angeschlossenen Materialleitungen hängt von der individuellen Konfiguration ab. Der große Vorteil diese Systems ist, dass zwischen den Materialwechseln keine Änderungen der Positionierungen erfolgen. Dadurch gibt es keine Beeinträchtigungen beim Durchsatz. Mit einer entsprechend ausgelegten Förderanlage lassen sich sogar gleichzeitig mehrere Maschinen beschicken.
Wichtig ist bei allen Systemen eine zuverlässige Leersaugung, um Materialreste aus den Leitungen zu entfernen. Andernfalls besteht bei einem Materialwechsel die Gefahr einer Kontaminierung durch Reste des zuvor geförderten Materials.
Benötigen Sie Beispiele für vollautomatische Materialverteilsysteme? Auf www.motan.com finden Sie mehr dazu.